







SWZ1000C FINCM Beam Processing Steel 3D CNC Borrmaskin För H-Bjälk




| INGA. | Parameternamn | Enhet | Parametervärde | Anmärkning | |||
| 1 | Arbetsstyckets omfattning | Profilstål | mm | 150x75~1000x500 |
| ||
| 2 | Tjocklek | mm | ≤80 |
| |||
| 3 | Längd | m | 15m | Konfigurera efter kundens behov | |||
| 4 | Kort materialgräns | mm | Automatisk bearbetning ≥3000 |
| |||
| Manuell bearbetning: 690 ~ 3000 | |||||||
| 5 | huvudaxel | Kvantitet |
| 3 |
| ||
| 6 | borra hål Räckvidd | Fast sida, mobil sida | mm | 12–26,5 ¢ |
| ||
| Mellanenhet | mm | 12–33,5 ¢ |
| ||||
| 7 | Spindelhastighet | varv/min | 180~560 |
| |||
| 8 | Byt korthuvud snabbt | / | Morsekona hål 3#、、4# | Kan ändras till 2# | |||
| 9 | Axial slaglängd | Fast sida, mobil sida | mm | 140 |
| ||
| Mellanenhet | mm | 325 |
| ||||
| 10 | Axiell matningshastighet | mm/min | 20~300 |
| |||
|
| Förflyttningsavstånd | Varje spindel är i riktningen av materiallängd | mm | 520 |
| ||
| 11 | Båda sidor av spindeln i upp- och nedriktning | mm | 35~470 | Från arbetsstyckets nedre plan | |||
| 12 | Mellanenheten är i materialbreddens riktning | mm | 45~910 | Från referenssidan | |||
| 13 | Kylningsläge | Tryckluft + skärvätska | / | / |
| ||
| Lufttryck | MPa | ≥0,5 |
| ||||
| 14 | Bearbetningsnoggrannhet | Fel i avståndet mellan intilliggande hål i hålgruppen | mm | ≤0,5 |
| ||
| Matningsfel inom 10 m längd | mm | ≤1 |
| ||||
| 15 | Elektrisk maskinkraft | Trefas asynkronmotor för spindelrotation | kW | 4x3 | Antal spindlar 3 | ||
| 16 | Mellanliggande enhet X-axel servomotor | kW | 1.0 |
| |||
| 17 | Z-axel servomotor för mellanliggande enhet | kW | 1,5 |
| |||
| 18 | Servomotor på fast och mobil sida med X-axel | kW | 1,0x2 |
| |||
| 19 | Y-axelservomotor med fast och mobil sida | kW | 1,5x2 |
| |||
| 20 | Rörlig vagn trefas asynkronmotor | kW | 0,55 |
| |||
| 21 |
| Överdimension | mm | Cirka 4400×2400×3500 |
| ||
| 22 | Vikt | kg | Cirka 6000 |
| |||
Elsystem
1). PLC används för att styra positioneringen av varje CNC-axel, materialdetektering och borrning samt andra maskinåtgärder. PLC-styrsystemet möjliggör höghastighetsbearbetning och förbättrar systemets svarshastighet.
2). CNC-matningsanordningen (matningsvagnen) använder fullständig sluten slinga för att säkerställa matningsnoggrannheten vid långdistansmatning; andra CNC-positioneringsaxlar använder halvsluten slinga för att säkerställa positioneringsnoggrannhet och stabilitet hos verktygsmaskinen.
3). Funktion för övervakning i realtid.
4). En mängd olika materialprogrammeringsmetoder.
5). Grafisk displayfunktion.
1. Tre automatiskt styrda slagborrhuvuden är installerade på tre NC-glidblock för horisontell respektive vertikal borrning. De tre borrhuvudena kan arbeta oberoende av varandra eller samtidigt.
2. Spindelhastigheten för varje borrhuvud styrs av frekvensomvandlare och justeras steglöst; matningshastigheten justeras steglöst med en hastighetsreglerventil, som kan justeras snabbt inom ett brett område beroende på material och borrhålets diameter.
3. Materialet fixeras med hydraulisk klämmekanism.


4. Maskinen är utrustad med en detekteringsanordning för materialets bredd och banans höjd, vilket automatiskt kan kompensera för bearbetningsfel som orsakas av materialets oregelbundna konturer och förbättra bearbetningsnoggrannheten.
5. Maskinen är utrustad med ett aerosolkylsystem, vilket har fördelarna med lägre kylvätskeförbrukning, kostnadsbesparingar och mindre slitage på borren.
| INGA. | Namn | Stämpla | Land |
| 1 | Linjär styrskena | HIWIN/CSK | Taiwan (Kina) |
| 2 | Elektromagnetisk hydraulventil | ATOS/YUKEN | Italien/Japan |
| 3 | Hydraulpump | Markera bara | Taiwan (Kina) |
| 4 | Servomotor | Panasonics | Japan |
| 5 | Servodrivare | Panasonics | Japan |
| 6 | PLC | MITSUBISHI | Japan |
| 7 | Spraykylpump | BIJUR | USA |
| 8 | Flexibelt förlängningsmunstycke | BIJUR | USA |
| 9 | Pneumatisk magnetventil | AIRTAC | Taiwan (Kina) |
| 10 | Centraliserad smörjning | HERG/BIJUR | Japan/USA |
| 11 | Dator | Lenovo | Kina |
Obs: Ovanstående är vår fasta leverantör. Den kan komma att ersättas med komponenter av samma kvalitet av ett annat märke om ovanstående leverantör inte kan leverera komponenterna vid särskilda omständigheter.

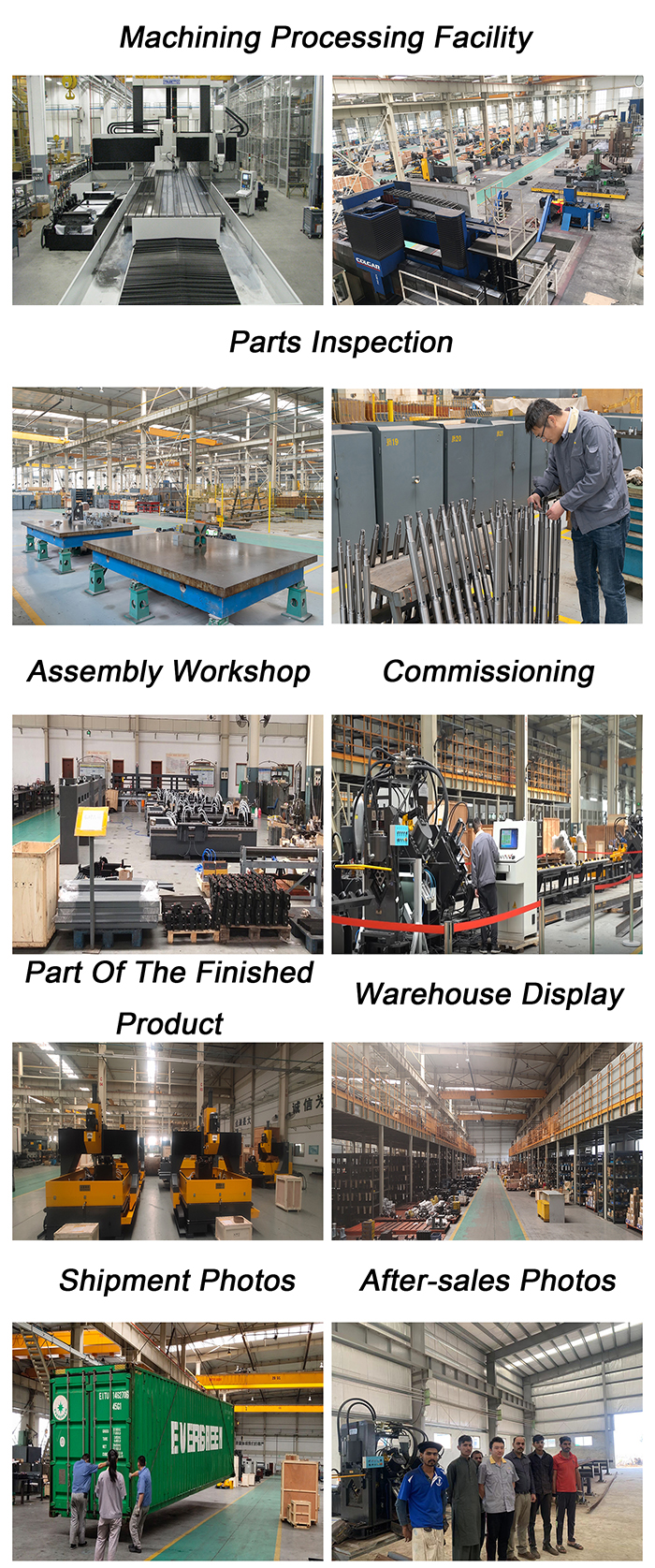


Vårt företag tillverkar CNC-maskiner för bearbetning av olika stålprofilmaterial, såsom vinkelprofiler, H-balkar/U-profiler och stålplåtar.
| Företagstyp | Tillverkare, handelsföretag | Land / Region | Shandong, Kina |
| Huvudprodukter | CNC-vinkellinje/CNC-balkborrningssågmaskin/CNC-plåtborrmaskin, CNC-plåtstansmaskin | Äganderätt | Privat ägare |
| Totalt antal anställda | 201–300 personer | Totala årliga intäkter | Konfidentiell |
| År etablerat | 1998 | Certifieringar(2) | |
| Produktcertifieringar | - | Patent(4) | |
| Varumärken(1) | Huvudmarknader |
|
| Fabriksstorlek | 50 000–100 000 kvadratmeter |
| Fabrikens land/region | Nr 2222, Century Avenue, högteknologisk utvecklingszon, Jinan City, Shandongprovinsen, Kina |
| Antal produktionslinjer | 7 |
| Kontraktstillverkning | OEM-tjänst erbjuds, designtjänst erbjuds, köparetikett erbjuds |
| Årligt produktionsvärde | 10 miljoner USD – 50 miljoner USD |
| Fabriksstorlek | 50 000–100 000 kvadratmeter |
| Fabrikens land/region | Nr 2222, Century Avenue, högteknologisk utvecklingszon, Jinan City, Shandongprovinsen, Kina |
| Antal produktionslinjer | 7 |
| Kontraktstillverkning | OEM-tjänst erbjuds, designtjänst erbjuds, köparetikett erbjuds |
| Årligt produktionsvärde | 10 miljoner USD – 50 miljoner USD |
| Språk som talas | Engelska |
| Antal anställda på handelsavdelningen | 6-10 personer |
| Genomsnittlig ledtid | 90 |
| Registreringsnummer för exportlicens | 04640822 |
| Totala årliga intäkter | konfidentiell |
| Totala exportintäkter | konfidentiell |





