







PP1213A PP1009S CNC hydraulisk höghastighetsstansmaskin för lastbilsbalk




| INGA. | Punkt | Parameter | ||
| PP1213A | PP1009S | |||
| 1 | Stanskraft | 1200KN | 1000KN | |
| 2 | Maximaltallrikstorlek | 800×3500 800×7000mm(Sekundär positionering) | ||
| 3 | Tallriktjockleksområde | 4~12mm | 4~12mm | |
| 4 | Stansstation | Modulnummer | 13mm | 9mm(topp 5, botten 4) |
| Maximal stansdiameter | φ60 | φ50 | ||
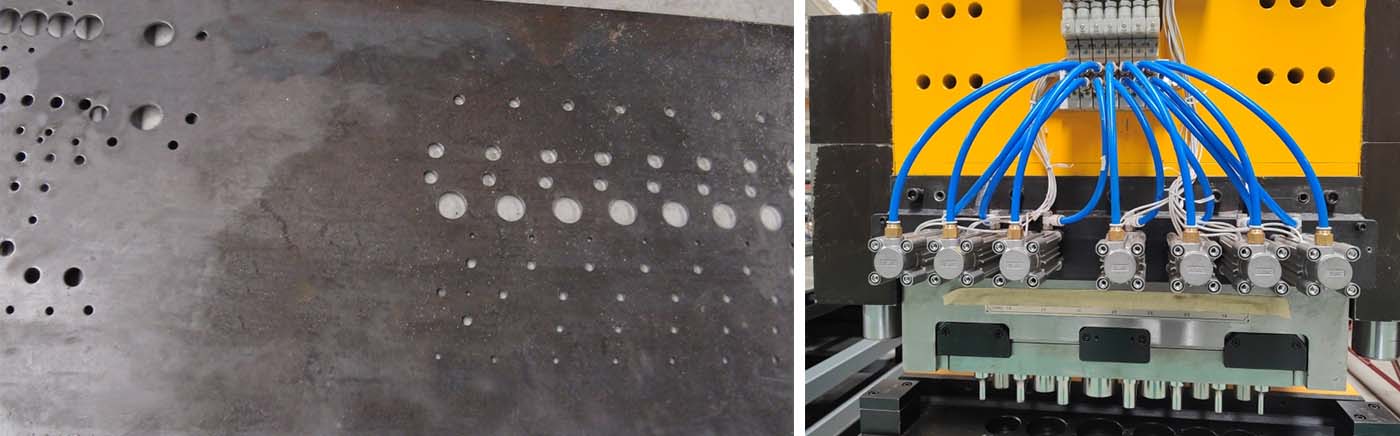
| 5 | Stansstorlek(or)mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (En uppsättning matriser med en plattjocklek på 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (inklusive en uppsättning matriser med plattjocklek 8)mm) | |
| 6 | Antal slagvarje minut | 〉42 | <42 | |
| 7 | Warpageutsträckning | <2mm | <25 | |
| 8 | Antal klämmor | 3 | ||
| 9 | Systemtryck | Hhögt tryck | 24 MPa | |
| Llågt tryck | 6 MPa | |||
| 10 | Air-tryck | 0,5 MPa | ||
| 11 | Motoreffekt hos hydraulpumpen | 22 kW | ||
| 12 | X-axelns servomotorkraft | 5 kW | ||
| 13 | Y-axelns servomotoreffekt | 5 kW | ||
| 14 | Total kapacitet | 55kVA | ||

1. Maskinbädden på tunglastmaskiner använder en svetsstruktur av högkvalitativ stålplåt. Efter svetsningen målas ytan för att förbättra ytkvaliteten och stålplåtens rostskyddsförmåga. De svetsade delarna av svarvbädden värmeåldras för att eliminera svetsspänningen i största möjliga utsträckning.

2. Maskinen har två CNC-axlar: x-axeln är klämmans vänster- och högerrörelse, y-axeln är klämmans fram- och bakrörelse, och den högstyva CNC-arbetsbänken säkerställer tillförlitlighet och noggrannhet i matningen.
3. X. Y-drivaxeln använder precisionskulskruv för att säkerställa transmissionens noggrannhet.
4. X- och Y-axlarna använder precisionslinjära styrskenor, med stor belastning, hög precision, lång livslängd på styrskenan och kan bibehålla hög precision hos maskinen under lång tid.
5. Drivmotorerna för x- och y-axeln drivs av tyska AC-servomotorer. Y-axeln ger halvt sluten positionsåterkoppling.
6. Maskinen smörjs med en kombination av centralsmörjning och decentralsmörjning, så att maskinen är i gott skick varje gång.
7. CNC-arbetsbordet för rörligt material är direkt fixerat på fundamentet, och arbetsbordet är utrustat med en universell transportkula, som har fördelarna med litet motstånd, lågt ljud och enkelt underhåll.
8. Maskinens stansformsposition använder ett linjärt arrangemang med två rader, och den maximala stansdiametern är 50 mm. Hydraulcylinderns kolv driver glidblocket som styrs av två linjära rullande styrningar för att röra sig upp och ner, vilket säkerställer korrekt inriktning av formen och stansen och har lång livslängd. Valet av stansformsposition använder cylinderns sätt att trycka och dra dämpblocket, vilket har fördelarna med snabbt formbyte, hög tillförlitlighet och bekvämt underhåll.
9. Materialet kläms fast av tre kraftfulla hydrauliska klämmor, som kan röra sig och placeras snabbt. Klämman kan röra sig upp och ner med materialets fluktuationer. Avståndet mellan klämmorna kan justeras efter materialets klämkants längd.

10. Den har fördelarna med kort bearbetningstid, snabb positionering, enkel användning, mindre golvyta och hög produktionseffektivitet.
11. Datorns gränssnitt är på engelska, vilket är lätt för operatörer att behärska.
| NO | Namn | Stämpla | Land |
| 1 | CNC-styrningsystem | Siemens 808D | Tyskland |
| 2 | Servomotor ochServo-förare | Siemens / Panasonic | Tyskland/Japan |
| 3 | Linjär rörelseguide | HIWIN/PMI | Taiwan, Japan |
| 4 | Kulskruv | Jag+F/BEHÖVER | Tyskland |
| 5 | Cylinder | SMC/FESTO | Japan/Tyskland |
| 6 | Halvledarrelä | Weidmüller | Tyskland |
| 7 | Dragkedja | Igus/CPS | Tyskland/Sydkorea |
| 8 | Dubbelvingspump | Denison/Albert | USA |
| 9 | Hydraulventil | ATOS | Italien |
| 10 | Oljekylare | Tongfei/Laber | Kina |
| 11 | Oljesmörjningsanordning | Herg | Japan |
| 12 | Lågspänningskomponenter | Schneider | Frankrike |
Obs: Ovanstående är vår standardleverantör. Den kan komma att ersättas med komponenter av samma kvalitet från ett annat märke om ovanstående leverantör inte kan leverera komponenterna vid särskilda omständigheter.



Företagsprofil  Fabriksinformation
Fabriksinformation  Årlig produktionskapacitet
Årlig produktionskapacitet  Handelsförmåga
Handelsförmåga 





