







BHD-serien CNC-höghastighetsborrmaskin för balkar




| NO | Punkt | Parameter | ||||||
| BHD500A-3 | BHD700-3 | BHD1005A-3 | BHD1206A-3 | BHD1207A-3 | ||||
| 1 | H-balk | Webbhöjd | 100–500 mm | 150~700 mm | 150–1000 mm | 150~1250 mm | 150~1250 mm | |
| 2 | Flänsbredd | 75~400 mm | 75~400 mm | 75–500 mm | 75~600 mm | 75~700 mm | ||
| 3 | U-formad | Webbhöjd | 100–500 mm | 150–700 mm | 150~1250 mm | 150~1250 mm | ||
| 4 | Flänsbredd | 75~200 mm | 75~200 mm | 75~300 mm | 75~350 mm | |||
| 5 | Strållängd | 1500 ~12000 mm | 1500 ~12000 mm | 1500 ~15000 mm | ||||
| 6 | Maximal balktjocklek | 20mm | 80mm | 60mm | 75 mm | 80mm | ||
| 7 | Borrspindel | Kvantitet | 3 | 3 | 3 | 3 | 3 | |
| 8 | Maximal borrhålsdiameter | Karbid: φ 30 mm Snabbstål: φ 35 mm Vänster och höger enheter: φ 30 mm | Karbid: 30 mm Snabbstål: 40 mm | Karbid: ∅ 30 mm Snabbstål: ∅ 40 mm | Karbid: ∅30 mm Snabbstål: ∅40 mm | Vänster, Höger: ∅40 mm Upp: 50 mm | ||
| 9 | Spindelkonhål | BT40 | BT40 | BT40 | BT40 | |||
| 10 | Spindelmotorns effekt | Vänster, Höger: 7,5 kWUpp: 11 kW | 3×11 kW | 3×11 kW | 3*11 kW | Vänster, Höger: 15KWUpp: 18,5 kW | ||
| 11 | Verktygsmagasin | Kvantitet | 3 | 3 | 3 | 3 | 3 | |
| 12 | Antal verktygspositioner | 3×4 | 3×4 | 3×4 | 3×4 | 3×4 | ||
| 13 | CNC-axel | Kvantitet | 7 | 7+3 | 7 | 6 | 7 | |
| 14 | Servomotorkraft för fast sida, rörlig sida och mittensidans matningsspindel | 3×2 kW | 3×3,5 kW | 3×2 kW | 3×2 kW | 3×2 kW | ||
| 15 | Fast sida, rörlig sida, mittsida, rörlig sida positioneringsaxel servomotorkraft | 3×1,5 kW | 3×1,5 kW | 3×1,5 kW | 3×1,5 kW | 3×1,5 kW | ||
| 16 | Upp- och nedåtgående rörelsesträcka för fast sida och mobil sida | 20–380 mm | 30~370 mm | |||||
| 17 | Vänster och höger horisontellt avstånd mellan mittsidan | 30–470 mm | 40~760 mm | 40~760 mm | ||||
| 18 | Bredddetekteringslinje | 400 mm | 650 mm | 900 mm | 1100 mm | 1100 mm | ||
| 19 | Webbdetekteringsslag | 190 mm | 290 mm | 290 mm | 290 mm | 340 mm | ||
| 20 | Matningsvagn | Kraft hos servomotorn på matarvagnen | 5 kW | 5 kW | 5 kW | 5 kW | 5 kW | |
| 21 | Maximal matningsvikt | 2,5 ton | 10 ton | 8 ton | 10 ton | 10 ton | ||
| 22 | Uppåt- och nedåtgående (vertikalt) slag för klämarmen | 520 mm | ||||||
| 23 | Kylningsläge | Intern kylning + extern kylning | Intern kylning + extern kylning | Intern kylning + extern kylning | Intern kylning + extern kylning | Intern kylning + extern kylning | ||
| 24 | Elsystemstyrning | PLC | PLC | PLC | PLC | PLC | ||
| 25 | Huvudmaskinens totala mått (L x B x H) | Cirka 5,6 × 1,6 × 3,3 m | Cirka 6,0 × 1,6 × 3,4 m | |||||
| 26 | Huvudmaskinens vikt | Cirka 7500 kg | Cirka 7000 kg | Cirka 8000 kg | ||||
1. Borrmaskinen består huvudsakligen av bädd, CNC-skjutbord (3), borrspindel (3), klämanordning, detekteringsanordning, kylsystem, skrotjärnslåda etc.
2. Det finns tre CNC-glidbord, ett fast CNC-glidbord, ett mobilt CNC-glidbord och ett mittersta CNC-glidbord. De tre glidborden består av en glidplatta, ett glidbord och ett servodrivsystem. Det finns sex CNC-axlar på de tre glidborden, inklusive tre matnings-CNC-axlar och tre positionerings-CNC-axlar. Varje CNC-axel styrs av en precisionslinjär rullstyrning och drivs av en AC-servomotor och en kulskruv, vilket säkerställer dess positioneringsnoggrannhet.

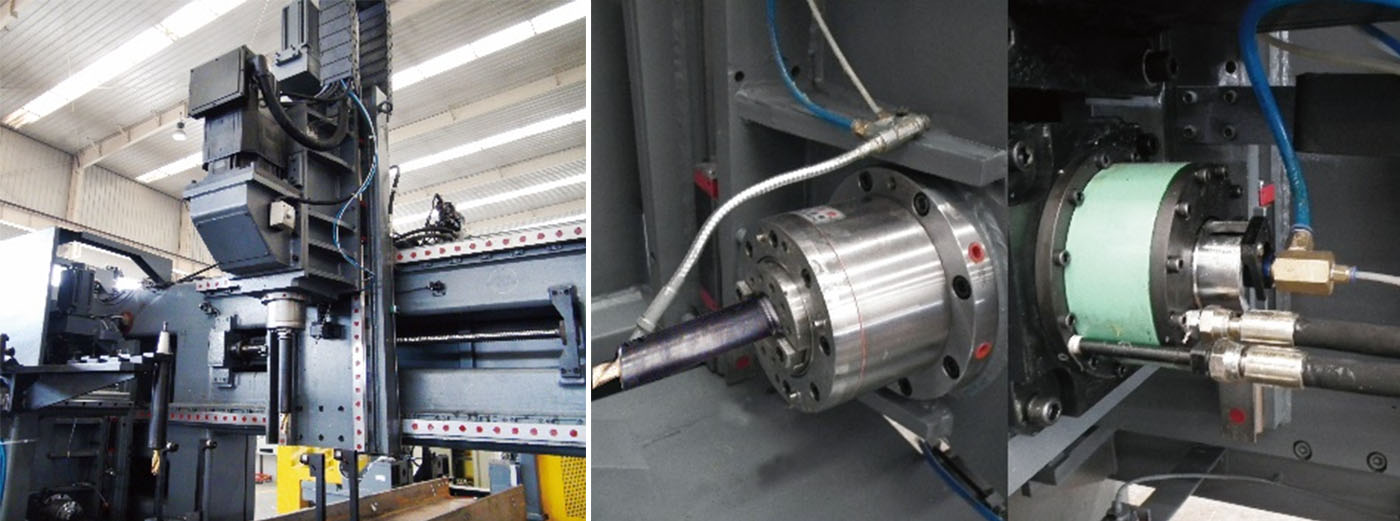
3. Det finns tre spindelboxar, som är installerade på tre CNC-skjutbord för horisontell respektive vertikal borrning. Varje spindelbox kan borras separat eller samtidigt.
4. Spindeln använder precisionsspindel med hög rotationsprecision och god styvhet. Maskinen har ett BT40-konhål, vilket gör den bekväm för verktygsbyte och kan användas för att spänna spiralborr och hårdmetallborr.
5. Balken fixeras med hydraulisk fastspänning. Det finns fem hydraulcylindrar för horisontell respektive vertikal fastspänning. Den horisontella fastspänningen består av fast sidreferens och rörlig sidfastspänning.
6. För att klara bearbetning av flera håldiametrar är maskinen utrustad med tre inline-verktygsmagasin, varje enhet är utrustad med ett verktygsmagasin, och varje verktygsmagasin är utrustat med fyra verktygspositioner.

7. Maskinen är utrustad med en anordning för detektering av strålbreddsdetektering och banhöjd, som effektivt kan kompensera för balkens deformation och säkerställa bearbetningsnoggrannheten. De två typerna av detekteringsanordningar använder trådkodare, vilket är bekvämt att installera och tillförlitligt att arbeta med.
8. Maskinen använder vagnmatning, och CNC-klämmatningsmekanismen består av servomotor, växel, kuggstång, detekteringskodare etc.
9. Varje spindellåda är utrustad med sitt eget externa kylmunstycke och intern kylkoppling, vilka kan väljas efter borrningens behov. Intern kylning och extern kylning kan användas separat eller samtidigt.
| Inga. | Namn | Stämpla | Land |
| 1 | Axel | Keturn | Taiwan, Kina |
| 2 | Linjärt rullande styrpar | HIWIN/CSK | Taiwan, Kina |
| 3 | Hydraulpump | JUSTMARK | Taiwan, Kina |
| 4 | Elektromagnetisk hydraulventil | ATOS/YUKEN | Italien / Japan |
| 5 | servomotor | Siemens / MITSUBISHI | Tyskland / Japan |
| 6 | Servodrivare | Siemens / MITSUBISHI | Tyskland / Japan |
| 7 | Programmerbar styrenhet | Siemens / MITSUBISHI | Tyskland / Japan |
| 8 | Cdator | Lenovo | Kina |
| 9 | PLC | Siemens / Mitsubishi | Tyskland / Japan |
Obs: Ovanstående är vår standardleverantör. Den kan komma att ersättas med komponenter av samma kvalitet från ett annat märke om ovanstående leverantör inte kan leverera komponenterna vid särskilda omständigheter.



Företagsprofil  Fabriksinformation
Fabriksinformation  Årlig produktionskapacitet
Årlig produktionskapacitet  Handelsförmåga
Handelsförmåga 





